
- Admin
- #1
- Joined
- May 21, 2021
- Messages
- 2,027
- Reaction score
- 1,120
- Points
- 113
- Location
- Stuart, Florida
- Website
- themikephillipsforum.com
Need expertise sanding aluminum flat for concours quality reflections like a mirror!
Today I received an email asking for help for a very unique process. The owner of O.D.D Pars Fabrication in Sonoma, California is custom fabricating and finishing LARGE Aluminum Wheel Covers, like which came on classic cars like,
What is needed is a way to sand aluminum COMPLETELY FLAT so when the sanding marks are buffed out, the resulting aluminum surface reflects perfect images like a mirror. Below is the email and after the email are some pictures showing what Jim is talking about.
~~~~~~~~~~~~~~~~~~~~~~~
Dear Mike,
Found you on YouTube. Thank you for instructive information.
We spin Aluminum and other alloy “Wheel Covers” for show bound 100-point cars—mostly pre-war vehicles—back when the only wheel you could get was a spoke wheel. Our wheel covers are “Era Correct” for many classics such as Delage, Delahaye, Rolls Royce, Hispano Suissa ETC ETC. See attached photos.
Our covers are Lathe Spun from the over 250 phenolic mold dies that we have on hand. ( long story—call if interested)
Spinnin process is a life long developed skill, and although I have a huge spin lathe- capable of 36” spare tire wheel cannisters that I am setting up now.- expecting to be the “Boy Wonder!” of spinning trade. Yet realistically I might not live so long. HA!
We have our covers professional spun by West Coast Spinning, Geoff Wilson- 45-year experienced metal spinner. The Point is coming up—bear with my story, please.
The process of spinning puts tooling marks into the aluminum—EVEN when spun using a Teflon PTFE tool! These “record player lines” are smoothed over by the spinner using about 120 grit paper before delivering to us.
We built a “Potters Wheel” vertical lathe for progressive grit dry and wet-block sanding prior to buffing the aluminum. The low very low RPM table has the same phenolic spin die that was used to spin the cover rotating—allowing us to block sand the various flat surfaces of the wheel cover backed by that die.
Then, I buff the covers on a professional 7.5 HP 3 phase machine using brown Tripoli and an airway buff. Yes, after green compound—VERY impressive!
However, we are faced with “Louis Vuitton” quality competition at Pebble Beach Concourse De Elegance this year again and need “The Perfect Mirror” flat reflection without distorted reflective image of any kind! This is a step beyond….
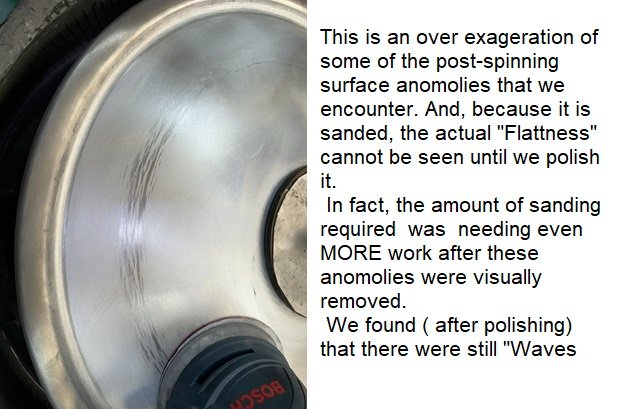
Specifically, the surfaces must be perfectly flat before ANY polishing. The original .060” aluminum is now squeezed , tooled, and sanded to about .050” pure aluminum sheet. The polished aluminum now STILL reveals concentric “waves” from original spinning process. That is, the reflection is a bit of a fun-house mirror.
I was told by a sage and savvy body man once that wet sanding—even with a block—when using anything finer than 220 paper “clings” to the surface and will cut both the mountain tops and the valleys simultaneously- thus not actually flattening—but rather “riding the waves” in the aluminum. Yes, we discovered that to be pretty much true. AND, one would THINK that we have flattened—until buffing proves us wrong! The surfaces we are sanding are only 3” wide. See photos—and very difficult to move by hand a flattening block.
I was thinking that a DA sander having a 2” pad would be ideal to flatten out these waves- with maybe a 320 grit?? No such DA exists, I think. And still- a steep learning curve for technique. Pebble Beach approaches. What is your advice in this torturous work?
Any help, ideas, and/ or referrals?
Thank you,
Jim Simpson,
Jim Simpson and crew
O.D.D Parts Fabrication
18853 Orange Ave
Sonoma, CA 95476
Cell: (707)738-9661
Email: oddparts@vom.com
Website: www.oddparts.net




Mike
Today I received an email asking for help for a very unique process. The owner of O.D.D Pars Fabrication in Sonoma, California is custom fabricating and finishing LARGE Aluminum Wheel Covers, like which came on classic cars like,
- Delage
- Delahaye
- Rolls Royce
- Hispano Suissa
What is needed is a way to sand aluminum COMPLETELY FLAT so when the sanding marks are buffed out, the resulting aluminum surface reflects perfect images like a mirror. Below is the email and after the email are some pictures showing what Jim is talking about.
~~~~~~~~~~~~~~~~~~~~~~~
Dear Mike,
Found you on YouTube. Thank you for instructive information.
We spin Aluminum and other alloy “Wheel Covers” for show bound 100-point cars—mostly pre-war vehicles—back when the only wheel you could get was a spoke wheel. Our wheel covers are “Era Correct” for many classics such as Delage, Delahaye, Rolls Royce, Hispano Suissa ETC ETC. See attached photos.
Our covers are Lathe Spun from the over 250 phenolic mold dies that we have on hand. ( long story—call if interested)
Spinnin process is a life long developed skill, and although I have a huge spin lathe- capable of 36” spare tire wheel cannisters that I am setting up now.- expecting to be the “Boy Wonder!” of spinning trade. Yet realistically I might not live so long. HA!
We have our covers professional spun by West Coast Spinning, Geoff Wilson- 45-year experienced metal spinner. The Point is coming up—bear with my story, please.
The process of spinning puts tooling marks into the aluminum—EVEN when spun using a Teflon PTFE tool! These “record player lines” are smoothed over by the spinner using about 120 grit paper before delivering to us.
We built a “Potters Wheel” vertical lathe for progressive grit dry and wet-block sanding prior to buffing the aluminum. The low very low RPM table has the same phenolic spin die that was used to spin the cover rotating—allowing us to block sand the various flat surfaces of the wheel cover backed by that die.
Then, I buff the covers on a professional 7.5 HP 3 phase machine using brown Tripoli and an airway buff. Yes, after green compound—VERY impressive!
However, we are faced with “Louis Vuitton” quality competition at Pebble Beach Concourse De Elegance this year again and need “The Perfect Mirror” flat reflection without distorted reflective image of any kind! This is a step beyond….
Specifically, the surfaces must be perfectly flat before ANY polishing. The original .060” aluminum is now squeezed , tooled, and sanded to about .050” pure aluminum sheet. The polished aluminum now STILL reveals concentric “waves” from original spinning process. That is, the reflection is a bit of a fun-house mirror.
I was told by a sage and savvy body man once that wet sanding—even with a block—when using anything finer than 220 paper “clings” to the surface and will cut both the mountain tops and the valleys simultaneously- thus not actually flattening—but rather “riding the waves” in the aluminum. Yes, we discovered that to be pretty much true. AND, one would THINK that we have flattened—until buffing proves us wrong! The surfaces we are sanding are only 3” wide. See photos—and very difficult to move by hand a flattening block.
I was thinking that a DA sander having a 2” pad would be ideal to flatten out these waves- with maybe a 320 grit?? No such DA exists, I think. And still- a steep learning curve for technique. Pebble Beach approaches. What is your advice in this torturous work?
Any help, ideas, and/ or referrals?
Thank you,
Jim Simpson,
Jim Simpson and crew
O.D.D Parts Fabrication
18853 Orange Ave
Sonoma, CA 95476
Cell: (707)738-9661
Email: oddparts@vom.com
Website: www.oddparts.net
Mike

